
关键词:二次顶出;注塑模具;顶针板;顶针托板
一、引言
产品的顶出有机械、液压和气动三种方式。其中机械顶出的运用最为普遍。一般情况下,从模具中取出产品,顶出动作可一次完成。但是,由于产品的形状特殊,或者是生产时的要求,如果在一次顶出后,产品仍然在型腔中,或者是无法自动脱落,就需要再增加一次顶出动作。
这便是二次顶出。二次顶出能够让顶出流程顺畅化,对于某些顶出行程需求较大的产品,利用二次顶出可以减少顶针在顶出时施加的力量,避免顶出时造成产品上的缺陷。如何设计顶出方式才能使得模具动作顺畅、加工成本低廉?通过以下几种结构形式的比较,再根据产品的结构特点,可以选用最为合理的顶出方式。
二、结构形式
1.单顶针板组合的二次顶出机构(图1)
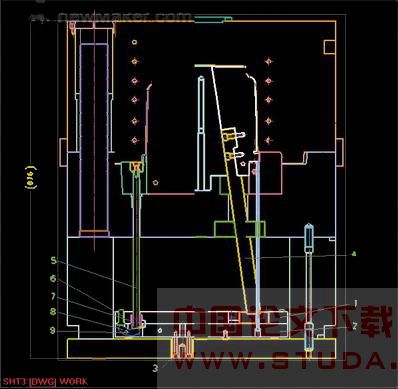
图 1
1.顶针板 2.顶针托板 3.顶辊 4.斜顶
5.推方杆 6.顶针 7.弹弓 8.弯销 9.销钉
所谓单顶针板组合,就是一般常见的单套顶针板组合(上顶针板及下顶针板各一)
1)弯销式二次顶出:
产品分析:此产品内部倒扣较大,且倒扣上有深骨位,顶出时会吃斜顶。采用二次顶出方式,能很好解决成品顶出不良、吃斜顶等问题。产品如图2所示:
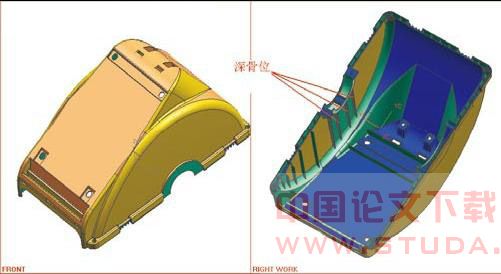
图 2
动作原理:第一次顶出,由顶辊3推动顶针板1和顶针托板2完成。当顶针6碰到B板时,由销钉9固定的弯销8转动,同时推动推方杆5完成第二次顶出。合模时弹弓7起复位作用。
结构特点:此结构简单,弯销加工方便,成本较低。但弯销靠与板的接触面做旋转运动,生产量大时,受力不平衡,容易出现偏差。
2)推板式二次顶出(图3)
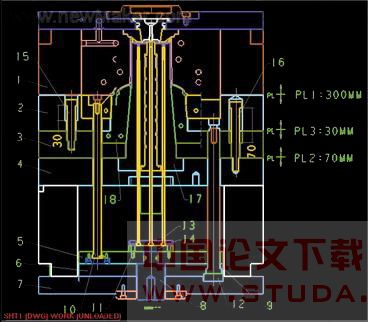
图 3
1.A板 2.B板 3.推板 4.推板 5.顶针板 6.顶针托板
7.下码模板 8.顶辊 9.推方杆 10.推方杆 11.顶针
12.垫块 13.垫块 14.垫块 15.限位螺丝 16.限位螺丝
17.下模镶件 18.下模镶件
产品分析:该产品中间部分较高,包紧力大,顶出时易顶裂。采用推板顶出再用推方和顶针顶出的方式,能避免出现顶出不平衡所引起的顶裂。产品如图4所示:
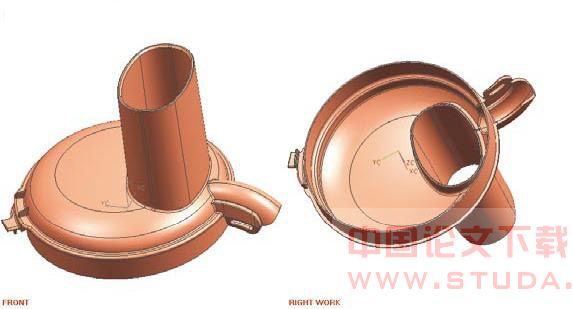
图 4
动作原理:前后模开模后,顶辊8在注塑机的推动下带动5、6号顶针板和顶针托板再推动2、3号B板和推板完成第一次顶出动作。B板2与顶针托板6由 9号推方杆连在一起。当第一次顶出到70mm时,限位螺丝16限制4号推板向前动作。3号推板继续顶出完成产品的第二次顶出。当第二次顶出到30mm时,限位螺丝15限制6号顶针托板继续向前运动。当顶针板5继续顶出时,10号推方和11号顶针同时将产品最终顶出。
结构特点:此结构动作顺畅,用推板做第一次顶出,顶出力大,而且受力平衡,常用于那些易变形或者包紧力大的产品的顶出。然而此结构常要二次分型或三次分型,会影响注塑周期。
2.双顶针板组合的二次顶出机构
所谓双顶针板组合,就是由两套顶针板组合(上顶针板、顶针托板及下顶针板、顶针托板各一)。常用的几种结构形式有:
1)如图5所示:
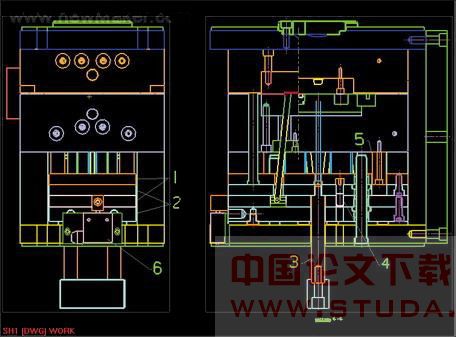
图 5
1.顶针板 2.顶针托板 3.顶辊 4.拉模扣 5.限位块 6.感应开关
产品分析:产品尺寸大小为11.73×30.23×6.73(mm)。生产要求产品自动脱落。而产品单靠一次顶出,将会被斜顶卡住而无法自动脱落,故采用二次顶出结构。
动作原理:顶辊3固定在上面顶针托板上。第一次顶出,顶辊推动顶针托板,由于拉模扣4的作用,下面两块板一起动作,完成斜顶及顶针的第一次顶出。当拉模扣4完全分开,下面的顶针板及顶针托板失去施动力停止顶出,而上面的顶针板和顶针托板继续完成顶针的第二次顶出。
结构特点:
由于拉模扣的力量不是很大,故存在拉不起下面两块板的可能性,所以大模不宜采用这种结构。它只适合用于小模。由于惯性的作用,下面两块板一般不会随拉模扣的分开而马上停止,而是再移动一点,影响合模的准确性。为防止复位误差,B板上应加上两到四个限位块(如上图限位块5),顶住下面两块板。此机构的一种变形方式,适合用于大一点的模具,此结构少了一块顶针板,成本较低。采用扣机,比拉摸扣安全耐用。如图6:
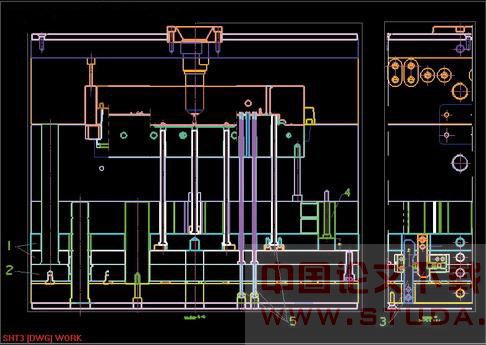
图 6
1.顶针板 2.顶针托板 3.HASCO扣机 4.限位块 5.司筒针
2)如图7所示:
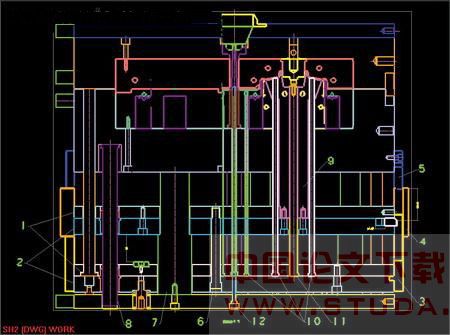
图 7
1.顶针板 2.顶针托板 3.扣机 4.连接杆 5.控制杆 6.螺丝 7.撑头 8.哥林柱
9.下模镶件 10.顶针 11.推方杆 12.司筒针
产品分析:此产品为玩具轮胎,材料为橡胶,大小为:Ф6.09×5.70。产品内部有4.27mm倒扣。此类产品如果采用斜顶和内行位出倒扣,其结构太复杂,而且加工困难。因塑料为软胶,故采用强脱结构。橡胶虽是软胶,但由于倒扣大,需有足够的空间才能完成强脱。二次顶出便能满足要求,保证顺利出模。
动作原理:顶辊收紧在下面顶针托板上,第一次顶出时,由于扣机3把上下两组板锁死,四块板将同时顶出,这时把下模镶件9顶出B板,为产品强脱提供足够空间。当扣机3被控制杆5挡住,上面顶针板碰到B板停止运动,第一次顶出结束。顶辊继续推动下顶针板,完成推方杆和顶针的第二次顶出。
结构特点:此结构不同于其他结构之处在于它的顶出顺序。即第二次顶出是顶下面两块板。因此,上下两组板之间必须空出一段距离,此结构顶出距离长,适合较深的盒状物的顶出,但另一方面,顶针、推方、螺丝都要加长,成本上不好考量。
3)如图8所示:
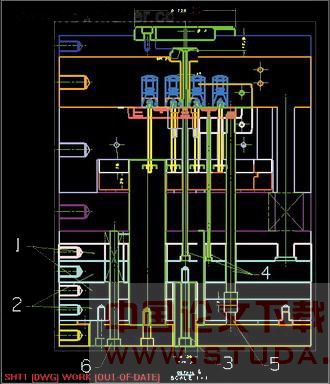
图 8
1.顶针板 2.顶针托板 3.顶辊镶件 4.顶针
5.垫块 6.扶针
产品分析:此模具为双色模,产品没特殊结构。采用二次顶出结构是因为需要把流道先顶出。
动作原理:顶辊镶件3固定在上面顶针托板上,顶出时四块板一起动作。由上面的顶针顶出流道。装在下面顶针板上的顶针滞后,当垫块5碰到顶针,第二次顶出才把产品顶离模肉。
结构特点:此结构采用顶针滞后结构,因此不用拉模扣或者扣机,节约成本,制作简单。这样的二次顶出结构,可以避免潜伏式浇口在顶出时,浇口拉离成品时将成品拉伤。当然,这种顶出方式不仅是用在浇口附近的顶出,也适合较深的盒状物的顶出。
三、总结
综上所述,二次顶出的结构有两种,即单组和双组顶针板组合。当采用单组顶针板组合时,由于仅有单套的顶针板组合,因此啤机顶出的动作仅提供传统的一次顶出,另一次顶出就必须配合其他的模具机构设计来进行。当采用双组顶针板组合时,要结合模具的大小和成本,选择适当的限位机构。
二次顶出的使用场合一般有五种,这都要根据产品的形状结构来定。即:1、要求自动脱落产品2、容易吃斜顶的产品3、深腔型产品4、部分需强脱的产品5、双色模
四、结束语
二次顶出结构有多种多样,此文主要介绍常用的几种结构。通过以上几种结构形式原理和特点的讨论,有利于指引模具设计师设计合理的二次顶出结构。灵活应用以上几种方式,举一反三,将能使模具结构更紧凑更合理更经济。




